Was ist das XEBEC Back-Burr Cutter & Path Entgratsystem?

Das XEBEC Back-Burr Cutter & Path Entgratsystem besteht aus einem speziell zum Entgraten entwickelten Kugelfräser und einem maßgeschneiderten NC-Datensatz (Path).
Die Kombination aus Fräser & NC-Datensatz (Path) ermöglicht vorder- und rückseitiges CNC-Entgraten von Kanten auf 3D gekrümmten Oberflächen.
Dabei erreichen Sie gleichmäßige Kanten und es entsteht kein Sekundärgrat. So erzielen Sie hochqualitative Entgratergebnisse. Überzeugen auch Sie sich vom XEBEC Back-Burr Cutter & Path Entgratsystem, welches keinen eigenen Programmieraufwand voraussetzt, kein manuelles Nachbearbeiten mehr erfordert und damit Zeit und Kosten einspart.
Eigenschaften des XEBEC Back-Burr Cutter & Path Entgratsystems

Hochgeschwindigkeitsbearbeitung
Ausgangssituation:
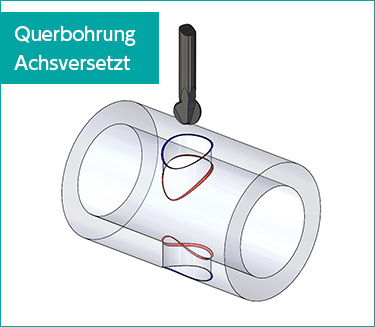
Drei Querbohrungen die die Hauptbohrung kreuzen, aber nur ein freier Platz im Werkzeugmagazin des ATC. Somit mussten die Bohrungen manuell entgratet werden.
Verbesserung:
Da die Produktionsmenge erhöht werden musste, musste auch die jeweilige Bearbeitungszeit verringert werden. Um das Problem zu lösen, wurde zunächst erwägt, eine Spezialmaschine für die Entgrataufgaben anzupassen. Schließlich wurde auf das Back-Burr Cutter & Path Entgratsystem von XEBEC umgestellt, welches in der Lage ist, verschiedenste Konturen und Bohrungsdurchmesser mit nur einem Fräser zu bearbeiten. Somit wurde auch nur ein Werkzeug benötigt, das im Werkzeugmagazin untergebracht werden konnte und die Entgratung auf der Maschine nun möglich wurde. Da der Kugelfräser nur einen Bearbeitungsdurchgang benötigt, konnte die Zykluszeit mehr als erwartet um bis zu 30% reduziert und die Produktionsmenge, wie gewünscht, erhöht werden.
![]()

Hochwertiges Entgraten, ohne manuelles Nachentgraten
Ausgangssituation:
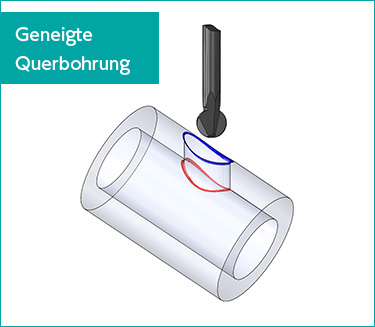
Für viele Entgrataufgaben wurden federgelagerte Werkzeuge verwendet, die oft Sekundärgrate verursachten und deshalb manuell nachbearbeitet werden mussten.
Verbesserung:
Der XEBEC Back-Burr Cutter erzeugt eine konstante Fase und es entsteht kein Sekundärgrat bei der Bearbeitung. Dank des Entgratsystems kann die gesamte Entgratung maschinell durchgeführt werden, wobei ein hervorragendes Ergebnis erzielt wird. Xebec erstellt zudem den für die Anwendung passenden NC-Datensatz (Path), der direkt als Unterprogramm ausgeführt werden kann.
![]()

Hohe Standzeit
Ausgangssituation:
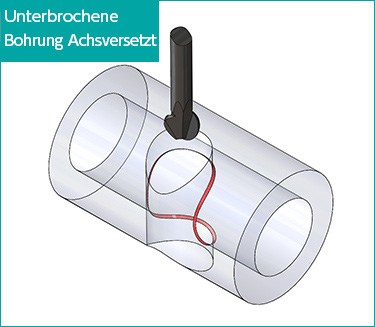
Die maschinelle Bearbeitung kann zwar durchgeführt werden, jedoch sind die Standzeiten und die daraus entstehenden hohen Werkzeugkosten nicht hinnehmbar.
Verbesserung:
Das XEBEC Back-Burr Cutter & Path Entgratsystem fiel uns auf einer Messe auf und wurde Aufgrund des vernünftigen Preises übernommen. Es stellte sich heraus, dass die Standzeit bei ca. 20.000 Bohrungen pro Werkzeug liegt. Durch den speziellen NC-Datensatz (Path) versetzt sich während der Bearbeitung ständig den Schnittpunkt, sodass die gesamte Schneide im Eingriff ist und die Standzeit wesentlich erhöht wird. Aufgrund der hohen Standzeit konnten die Werkzeugkosten um etwa 40% gesenkt werden.
![]()
Ausgangssituation:
Drei Querbohrungen die die Hauptbohrung kreuzen, aber nur ein freier Platz im Werkzeugmagazin des ATC. Somit mussten die Bohrungen manuell entgratet werden.
Verbesserung:
Da die Produktionsmenge erhöht werden musste, musste auch die jeweilige Bearbeitungszeit verringert werden. Um das Problem zu lösen, wurde zunächst erwägt, eine Spezialmaschine für die Entgrataufgaben anzupassen. Schließlich wurde auf das Back-Burr Cutter & Path Entgratsystem von XEBEC umgestellt, welches in der Lage ist, verschiedenste Konturen und Bohrungsdurchmesser mit nur einem Fräser zu bearbeiten. Somit wurde auch nur ein Werkzeug benötigt, das im Werkzeugmagazin untergebracht werden konnte und die Entgratung auf der Maschine nun möglich wurde. Da der Kugelfräser nur einen Bearbeitungsdurchgang benötigt, konnte die Zykluszeit mehr als erwartet um bis zu 30% reduziert und die Produktionsmenge, wie gewünscht, erhöht werden.
![]()
Hochwertiges Entgraten, ohne manuelles Nachentgraten
Ausgangssituation:
Für viele Entgrataufgaben wurden federgelagerte Werkzeuge verwendet, die oft Sekundärgrate verursachten und deshalb manuell nachbearbeitet werden mussten.
Verbesserung:
Der XEBEC Back-Burr Cutter erzeugt eine konstante Fase und es entsteht kein Sekundärgrat bei der Bearbeitung. Dank des Entgratsystems kann die gesamte Entgratung maschinell durchgeführt werden, wobei ein hervorragendes Ergebnis erzielt wird. Xebec erstellt zudem den für die Anwendung passenden NC-Datensatz (Path), der direkt als Unterprogramm ausgeführt werden kann.
![]()
Hohe Standzeit
Ausgangssituation:
Die maschinelle Bearbeitung kann zwar durchgeführt werden, jedoch sind die Standzeiten und die daraus entstehenden hohen Werkzeugkosten nicht hinnehmbar.
Verbesserung:
Das XEBEC Back-Burr Cutter & Path Entgratsystem fiel uns auf einer Messe auf und wurde Aufgrund des vernünftigen Preises übernommen. Es stellte sich heraus, dass die Standzeit bei ca. 20.000 Bohrungen pro Werkzeug liegt. Durch den speziellen NC-Datensatz (Path) versetzt sich während der Bearbeitung ständig den Schnittpunkt, sodass die gesamte Schneide im Eingriff ist und die Standzeit wesentlich erhöht wird. Aufgrund der hohen Standzeit konnten die Werkzeugkosten um etwa 40% gesenkt werden.
![]()
Ermöglicht verschiedene Bearbeitungen
Anwendbare Kantenformen
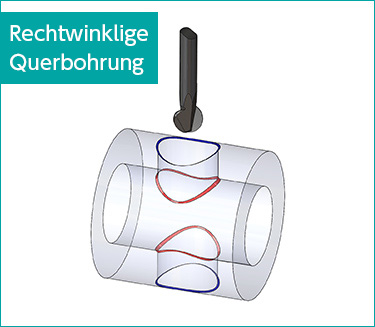
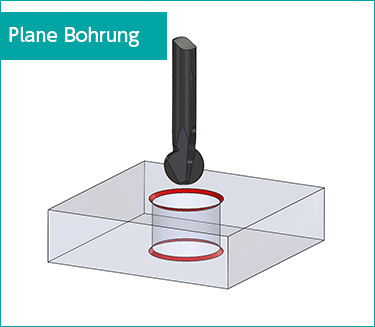

Vorderseitige Entgratung

Rückseitige Entgratung
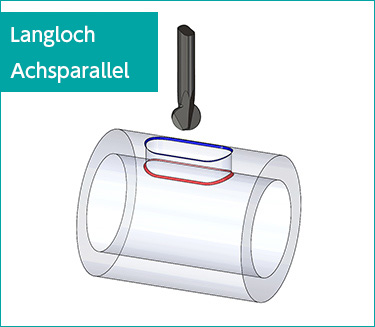
Der XEBEC Back-Burr Cutter eignet sich für vorder- und rückseitiges Entgraten von Querbohrungen.
Der Back-Burr Cutter wurde speziell zum Entgraten von Bohrungen entwickelt!
Die beste Entgratleistung bei Bohrungen!
-
Feinstkorn-Hartmetall
Scharfe Schneide und hohe Verschleißfestigkeit
-
AITiCrN-Beschichtung
Hochwarmfeste Beschichtung: breites Anwendungsspektrum von NE-Metallen (z.B. Aluminium) bis zu schwer zerspanbaren Materialien wie Inconel oder Titan.
-
Spiralisierte Schneide
Verhindert Sekundärgrate
Unsere große Variantenvielfalt unterstützt Bohrungsdurchmesser ab 1 mm.
Ein geeigneter Fräserdurchmesser wird für Sie im Angebot empfohlen.
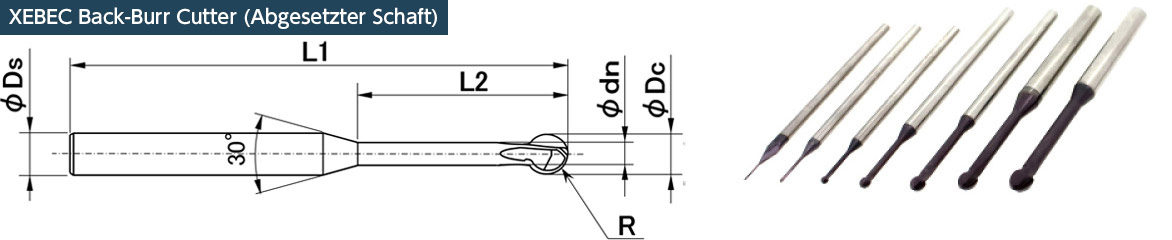
| Artikel-Nr | R (mm) |
ΦDc (mm) |
Φdn (mm) |
L2 (mm) |
L1 (mm) |
ΦDs (mm) |
|---|---|---|---|---|---|---|
| XC-08-A | 0.4 | 0.8 | 0.48 | 5 | 60 | 3 |
| XC-13-A | 0.65 | 1.3 | 0.78 | 8 | 60 | 3 |
| XC-18-A | 0.9 | 1.8 | 1.1 | 10 | 60 | 3 |
| XC-23-A | 1.15 | 2.3 | 1.4 | 12.5 | 70 | 3 |
| XC-28-A | 1.4 | 2.8 | 1.7 | 15 | 70 | 4 |
| XC-33-A | 1.65 | 3.3 | 2 | 17.5 | 70 | 4 |
| XC-38-A | 1.9 | 3.8 | 2.4 | 20 | 70 | 4 |
| XC-48-A | 2.4 | 4.8 | 3 | 25 | 70 | 6 |
| XC-58-A | 2.9 | 5.8 | 3.5 | 30 | 70 | 6 |
| XC-78-A | 3.9 | 7.8 | 4.7 | 40 | 100 | 8 |
| XC-98-A | 4.9 | 9.8 | 5.9 | 50 | 120 | 10 |
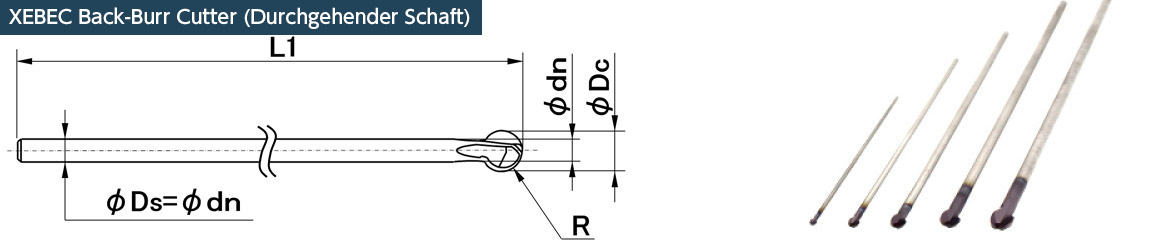
| Artikel-Nr | R (mm) |
ΦDc (mm) |
Φdn (mm) |
L2 (mm) |
L1 (mm) |
ΦDs (mm) |
|---|---|---|---|---|---|---|
| XC-18-B | 0.9 | 1.8 | 1.1 | - | 50 | 1.1 |
| XC-23-B | 1.15 | 2.3 | 1.4 | - | 60 | 1.4 |
| XC-28-B | 1.4 | 2.8 | 1.7 | - | 70 | 1.7 |
| XC-33-B | 1.65 | 3.3 | 2 | - | 80 | 2 |
| XC-38-B | 1.9 | 2.8 | 2.4 | - | 85 | 2.4 |
| XC-48-B | 2.4 | 4.8 | 3 | - | 105 | 3 |
| XC-58-B | 2.9 | 5.8 | 3.5 | - | 120 | 3.5 |
| XC-78-B | 3.9 | 7.8 | 4.7 | - | 150 | 4.7 |
| XC-98-B | 4.9 | 9.8 | 5.9 | - | 180 | 5.9 |
Erfolgreiche Anwendungen
-
Kategorie
KFZ Getriebeteil
Hydraulikbohrung einer Antriebswelle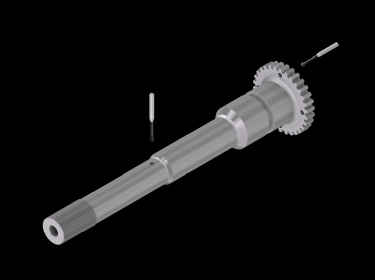
-
Problemstellung
Keine konstante Entgratung und die Zykluszeit muss verkürzt werden
Ausgangssituation
Ein Rückwärtiges Entgratwerkzeug, ein Bohrer und eine Reibahle wurden verwendet
Verbesserung
Es wurden vergleichbare gute Entgratergebnisse erzielt und die Produktionseffizienz hat sich erhöht.
Standzeit
20,000 Bohrungen
Ergebnis
Aufgrund der Arbeitslast, konnte keine Lösung für das Entgratproblem gefunden werden. Das Back-Burr Cutter & Path Entgratsystem löste das Entgratproblem aber. Der mitgelieferten NC-Datensatz (Path) konnte direkt, ohne großen Aufwand, implementiert werden.
-
Material
SCM420
Kreuzloch
Φ12 X φ3
-
Kategorie
KFZ Einspritzanlage
Hydraulikbohrung einer Einspritzanlage
-
Problemstellung
Aufgrund von Konstruktionsänderungen, ist die Querbohrung nahe einer Wandung und somit eine Entgratung mit herkömmlichen Systemen nicht möglich. Eine Kollision mit dem Bauteil hätte dies zur Folge.
Ausgangssituation
Da es ein neues Bauteil ist, gab es keine vorherige Bearbeitung.
Verbesserung
ー
Standzeit
10,000 Bohrungen
Ergebnis
Der Back-Burr Cutter konnte das Bauteil ohne jegliche Werkzeugkollision entgraten.
-
Material
Eisen
Kreuzloch
Φ8 X φ3
-
Kategorie
Motorrad Teile
Ölbohrungen der Nockenwelle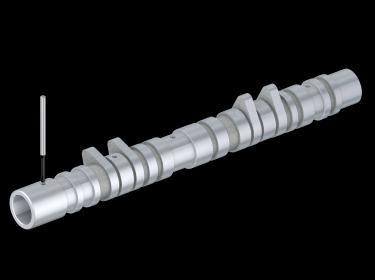
-
Problemstellung
Der Grat konnte nicht vollständig mit der verwendeten Bürste entfernt werden. Für die Endbearbeitung musste manuell nachgearbeitet werden.
Ausgangssituation
Die vorherige Bearbeitung wurde von einer Nylonbürste in Kombination mit manueller Nacharbeit erledigt
Verbesserung
Es konnte ein konstantes Entgratergebnis erreicht werden und die manuelle Nacharbeit gehört der Vergangenheit an.
Standzeit
7,000 Bohrungen
Ergebnis
Zuerst wurde ein Anfaswerkzeug getestet, dieses war jedoch zur Bearbeitung ungeeignet. Der Back-Burr Cutter ermöglicht die CNC-Entgratung und erzielt sogar ein besseres Ergebnis als das vorherig eingesetzte Werkzeug.
-
Material
FCD
Kreuzloch
Φ8 X φ3
-
Kategorie
Hydraulikbauteil
Querbohrungen im Hydraulikblock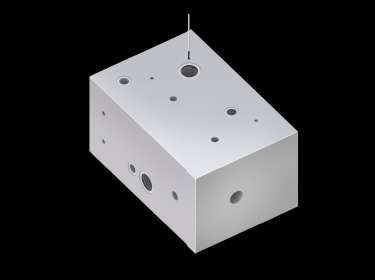
-
Problemstellung
Erhöhte Qualitätsanforderung und unvollständige Entgratung des Hydraulikblocks.
Ausgangssituation
Der Verschleiß am Bohrer musste ständig kontrolliert werden, um bei der Bearbeitung möglichst wenig Grat zu erzeugen.
Verbesserung
Der Back-Burr Cutter erzeugt eine gleichmäßige Fasbreite und ermöglicht es die hohen Qualitätsanforderungen einzuhalten.
Standzeit
13,000 Bohrungen
Ergebnis
Der Verschleiß des Bohrers muss nicht mehr kontrolliert werden und der Aufwand verringert sich dadurch maßgeblich. Für weitere Entgrataufgaben muss lediglich ein neuer NC-Datensatz (Path) bestellt werden.
-
Material
ADC
Kreuzloch
Φ5 X φ3
-
Kategorie
Automobilbauteil
Hauptkühlkanal am Zylinderkopf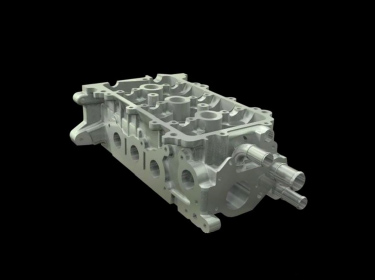
-
Problemstellung
Die vorherige Bearbeitung erreichte nur eine unvollständige Entgratung. Manuelle Nacharbeit zur vollständigen Entgratung war notwendig und es wurde nach einer Lösung zur maschinellen Entgratung gesucht.
Ausgangssituation
Zur Entgratung nutzte man eine Nylonbürste
Verbesserung
Der Back-Burr Cutter erreicht eine vollständige Entgratung und erhöht die Produktionseffizienz.
Standzeit
20,000 Bohrungen (1.300 Werkstücke)
Ergebnis
Trotz komplizierter Kantenform wurde der Grat erfolgreich mithilfe des XEBEC NC-Datensatzes (Path) während der Tests entfernt. Eine vollständige CNC-Entgratung ohne manuelle Nacharbeit ist nun möglich.
-
Material
ADC
Kreuzloch
Φ11 X φ8
-
Kategorie
Allgemeine Maschinenteile
Befestigungsbohrungen
für einen Flansch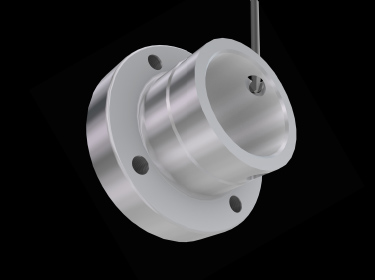
-
Problemstellung
Ein Werkzeug eines Mitbewerbers wurde verwendet, das Programm dazu musste aber selbst erstellt werden. Um den Programmieraufwand zu eliminieren, wurde nach einer alternativen Lösung gesucht.
Ausgangssituation
Vorher wurden ein Kugelfräser und eine Nylonbürste zum Entgraten genutzt
Verbesserung
Zeit und Aufwand um einen Datensatz selbst zu programmieren konnten eingespart werden.
Standzeit
2,000 Bohrungen (Jeweils die Obere- und Untere Kontur)
Ergebnis
Aufgrund der komplexen Konturen, wie z.B. exzentrische Bohrungen, wurde viel Zeit zum Erstellen des Datensatzes benötigt. Diese konnte nun, Dank des XEBEC NC-Datensatzes (Path), eingespart werden.
-
Material
Messing
Kreuzloch
φ25 X φ4
Erfolgreiche Anwendungen
-
Kategorie
KFZ Getriebeteil
Hydraulikbohrung einer Antriebswelle -
Problemstellung
Keine konstante Entgratung und die Zykluszeit muss verkürzt werden
Ausgangssituation
Ein Rückwärtiges Entgratwerkzeug, ein Bohrer und eine Reibahle wurden verwendet
Verbesserung
Es wurden vergleichbare gute Entgratergebnisse erzielt und die Produktionseffizienz hat sich erhöht.
Standzeit
20,000 Bohrungen
Ergebnis
Aufgrund der Arbeitslast, konnte keine Lösung für das Entgratproblem gefunden werden. Das Back-Burr Cutter & Path Entgratsystem löste das Entgratproblem aber. Der mitgelieferten NC-Datensatz (Path) konnte direkt, ohne großen Aufwand, implementiert werden.
-
Material
SCM420
Kreuzloch
Φ12 X φ3
-
Kategorie
KFZ Einspritzanlage
Hydraulikbohrung einer Einspritzanlage -
Problemstellung
Aufgrund von Konstruktionsänderungen, ist die Querbohrung nahe einer Wandung und somit eine Entgratung mit herkömmlichen Systemen nicht möglich. Eine Kollision mit dem Bauteil hätte dies zur Folge.
Ausgangssituation
Da es ein neues Bauteil ist, gab es keine vorherige Bearbeitung.
Verbesserung
ー
Standzeit
10,000 Bohrungen
Ergebnis
Der Back-Burr Cutter konnte das Bauteil ohne jegliche Werkzeugkollision entgraten.
-
Material
Eisen
Kreuzloch
Φ8 X φ3
-
Kategorie
Motorrad Teile
Ölbohrungen der Nockenwelle -
Problemstellung
Der Grat konnte nicht vollständig mit der verwendeten Bürste entfernt werden. Für die Endbearbeitung musste manuell nachgearbeitet werden.
Ausgangssituation
Die vorherige Bearbeitung wurde von einer Nylonbürste in Kombination mit manueller Nacharbeit erledigt
Verbesserung
Es konnte ein konstantes Entgratergebnis erreicht werden und die manuelle Nacharbeit gehört der Vergangenheit an.
Standzeit
7,000 Bohrungen
Ergebnis
Zuerst wurde ein Anfaswerkzeug getestet, dieses war jedoch zur Bearbeitung ungeeignet. Der Back-Burr Cutter ermöglicht die CNC-Entgratung und erzielt sogar ein besseres Ergebnis als das vorherig eingesetzte Werkzeug.
-
Material
FCD
Kreuzloch
Φ8 X φ3
-
Kategorie
Hydraulikbauteil
Querbohrungen im Hydraulikblock -
Problemstellung
Erhöhte Qualitätsanforderung und unvollständige Entgratung des Hydraulikblocks.
Ausgangssituation
Der Verschleiß am Bohrer musste ständig kontrolliert werden, um bei der Bearbeitung möglichst wenig Grat zu erzeugen.
Verbesserung
Der Back-Burr Cutter erzeugt eine gleichmäßige Fasbreite und ermöglicht es die hohen Qualitätsanforderungen einzuhalten.
Standzeit
13,000 Bohrungen
Ergebnis
Der Verschleiß des Bohrers muss nicht mehr kontrolliert werden und der Aufwand verringert sich dadurch maßgeblich. Für weitere Entgrataufgaben muss lediglich ein neuer NC-Datensatz (Path) bestellt werden.
-
Material
ADC
Kreuzloch
Φ5 X φ3
-
Kategorie
Automobilbauteil
Hauptkühlkanal am Zylinderkopf -
Problemstellung
Die vorherige Bearbeitung erreichte nur eine unvollständige Entgratung. Manuelle Nacharbeit zur vollständigen Entgratung war notwendig und es wurde nach einer Lösung zur maschinellen Entgratung gesucht.
Ausgangssituation
Zur Entgratung nutzte man eine Nylonbürste
Verbesserung
Der Back-Burr Cutter erreicht eine vollständige Entgratung und erhöht die Produktionseffizienz.
Standzeit
20,000 Bohrungen (1.300 Werkstücke)
Ergebnis
Trotz komplizierter Kantenform wurde der Grat erfolgreich mithilfe des XEBEC NC-Datensatzes (Path) während der Tests entfernt. Eine vollständige CNC-Entgratung ohne manuelle Nacharbeit ist nun möglich.
-
Material
ADC
Kreuzloch
Φ11 X φ8
-
Kategorie
Allgemeine Maschinenteile
Befestigungsbohrungen
für einen Flansch -
Problemstellung
Ein Werkzeug eines Mitbewerbers wurde verwendet, das Programm dazu musste aber selbst erstellt werden. Um den Programmieraufwand zu eliminieren, wurde nach einer alternativen Lösung gesucht.
Ausgangssituation
Vorher wurden ein Kugelfräser und eine Nylonbürste zum Entgraten genutzt
Verbesserung
Zeit und Aufwand um einen Datensatz selbst zu programmieren konnten eingespart werden.
Standzeit
2,000 Bohrungen (Jeweils die Obere- und Untere Kontur)
Ergebnis
Aufgrund der komplexen Konturen, wie z.B. exzentrische Bohrungen, wurde viel Zeit zum Erstellen des Datensatzes benötigt. Diese konnte nun, Dank des XEBEC NC-Datensatzes (Path), eingespart werden.
-
Material
Messing
Kreuzloch
φ25 X φ4
Bestellvorgang
- SCHRITT01
-
Kostenlose Machbarkeitsüberpüfung
Hiermit können Sie überprüfen, ob das XEBEC Back-Burr Cutter & Path Entgratsystem für die Bearbeitung Ihres Werkstücks nutzbar ist und auf Ihrer Maschine funktioniert. Das Ergebnis ist sofort verfügbar.
> Bewertung beginnen 
![]()
- SCHRITT02
-
Angebot!
Sie erhalten auf Wunsch ein Angebot von uns, wenn Sie uns Ihre Kontaktdaten hierzu zusenden.

![]()
- SCHRITT03
-
Bestellen!
Senden Sie Ihre Bestellung an unseren Händler in Ihrer Region, nachdem Sie die Details bestätigt haben.

Wir freuen uns, Ihnen bei Bedarf technische Unterstützung anbieten zu können.
FAQs
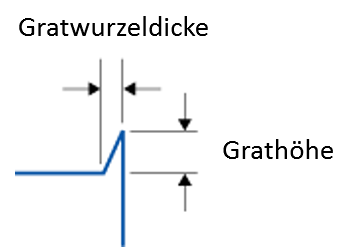
Welche Gratgröße kann entfernt werden?
Die groben Standards sind:
・Für eine Querbohrung Ø 1 mm: Die Wurzeldicke des Grates darf etwa 0,03 bis 0,07 mm groß sein. (Back-Burr Cutter XC-08-A).
・Für eine Querbohrung Ø 6 mm: Die Wurzeldicke des Grates darf etwa 0,1 bis 0,2 mm groß sein. (Back-Burr Cutter XC-58-A).
Ist es möglich Bohrkappen zu entgraten?
Je nach Härte des Materials; bei den internen Tests konnte jedoch dieser Grat entfernt werden.
Um die Standzeit des Werkzeugs zu verlängern wird empfohlen, die Gratgröße bestmöglich zu minimieren, da sonst, bei Verwendung des Back-Burr Cutters, Teile des Cutters absplittern könnten.
Ist es möglich, Koordinaten im XEBEC Path zu kompilieren?
XEBEC ändert den NC-Datensatz (Path) nach der Auslieferung nicht mehr. Der Kunde kann diesen bearbeiten, da dieser als fertiger NC-Datensatz mit Koordinaten geliefert wird.
Beispiel)
Wenn der Kunde den Datensatz für den Inkrementalmodus (INC) verwendet und den Startpunkt ändern möchte.
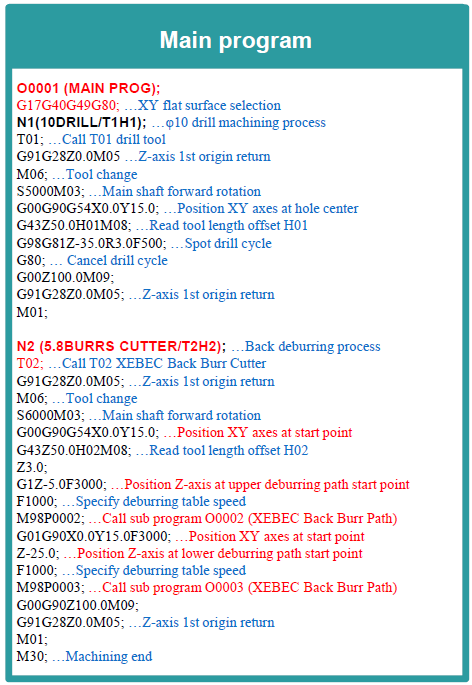
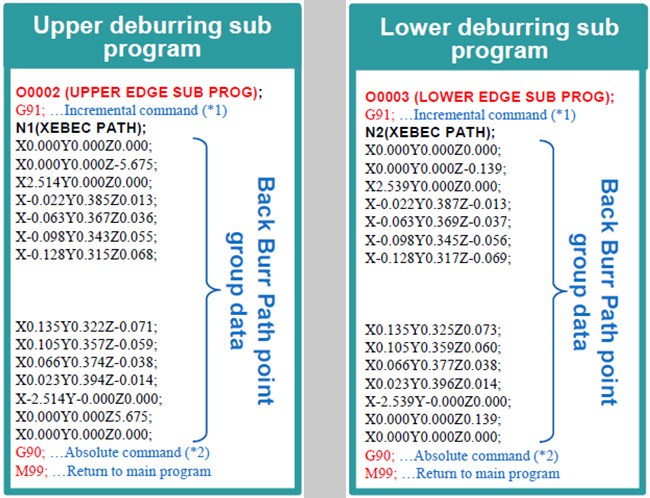
*1 Dieses Beispiel zeigt einen Fall, wenn inkrementelle Befehlspunktgruppendaten für XEBEC Pfad verwendet werden. Daher wird ein inkrementeller Befehl in dem Block vor dem XEBEC Pfad ausgeführt. Dies ist nicht in den bereitgestellten Dateien enthalten.
*2 Da der inkrementelle Befehl in dem Block vor dem XEBEC Pfad ausgeführt wurde, wird vor dem Aufruf des Unterprogramms zu dem absoluten Befehl zurückgekehrt, bei dem es sich um die modale Information handelt. Dies ist nicht in den bereitgestellten Dateien enthalten.
Bitte senden Sie uns eine Anfrage. Es ist neben den Standardpfaden auch möglich, benutzerdefinierte Pfade und NC-Datensätze für Ihre Anwendung zu erstellen.
Der erstellte NC-Datensatz (Path) ist abgestimmt auf die XEBEC Entgratfräser. Diese beiden Komponenten ergeben das einzigartige Entgratsystem. Beim Einsatz von Werkzeugen anderer Unternehmen können wir die gewünschte Bearbeitungsqualität nicht gewährleisten. Wir raten aus diesem Grunde davon ab, Entgratfräser von Mitbewerbern einzusetzen.
Dies ist in den Nutzungsbedingungen des XEBEC Paths definiert.
Kann man den XEBEC Back-Burr Cutter auch ohne NC-Datensatz (Path) erwerben?
Ja, man kann den Back-Burr Cutter auch separat kaufen. Das beste Ergebnis, sowohl bei der Standzeit als auch bei der Entgratung selbst, kann jedoch nur erreicht werden, wenn der Back-Burr Cutter zusammen mit dem NC-Datensatz (Path) verwendet wird. Daher empfiehlt XEBEC, beide Komponenten des Entgratsystems zu nutzen, um eine gute Qualität und eine hohe Standzeit zu garantieren.
